

增材制造技术的出现,使得复杂流道产品的设计与制造迎来了革命性的变革,正真实现了复杂流道在产品中的结构/功能一体化。一般而言,流道的功能是交换物质或者能量,广泛应用于各个领域,包括航空航天、机器人和生物医学应用。传统加工方法通常难以直接制造这些具有复杂流道的产品。即使采用分步制造,设计师也通常不得不牺牲部分产品性能来满足工艺的约束或者减轻制造成本的压力。增材制造不仅为具有内部通道复杂的产品提供了一种新的制造方法,而且引发了新的设计方法的变革。本期将结合Additive manufacturing of products with functional fluid channels: A review 一文与结构优化工作室的3D打印随形水路模具设计案例,进一步揭示增材制造技术在带有内部通道的复杂产品制造领域所具有的优势。
 增材制造技术在复杂流道产品中的典型应用
增材制造技术在复杂流道产品中的典型应用
图:doi.org/10.1016/j.addma.2020.101490
![]() 热交换器:增材设计让换热更高效
热交换器:增材设计让换热更高效
热交换器是通过冷、热两种流体在流道中的流动,实现热量的传递,达到预期的加热或冷却效果。
对于热交换器来说,流道设计的首要需求就是实现热交换器的高传热效率。其中提高流道的比表面积是提高换热器换热效率的主要途径。
常规的换热器结构为管式或者板式结构,这是因为传统加工方式很难实现复杂内部流道的制造,并且后续的焊接工艺可能引起传热介质的泄漏,从而降低传热效率。
增材制造拥有极大的设计自由度,可以设计出具有非常规截面、复杂几何形状的换热流道,甚至可以使用拓扑优化技术得到更合理的流道分布。
增材制造的换热器复杂流道设计可以分为三类:
一是增加流道的比表面积。如下图中的(a)增加凹凸或翅片增加表面积、(b)填充点阵增加表面积、(c)在流道内部设计扰流结构增加表面积。
二是改变流道的截面形状。如下图中(d)液滴截面的通道、(e)带内翅片的通道、(f)带内外翅片的通道。
三是改变流道的流道方向。如下图中(g)螺旋随形冷却流道、(h)等距随形冷却流道、(i)热-流拓扑优化冷却流道。
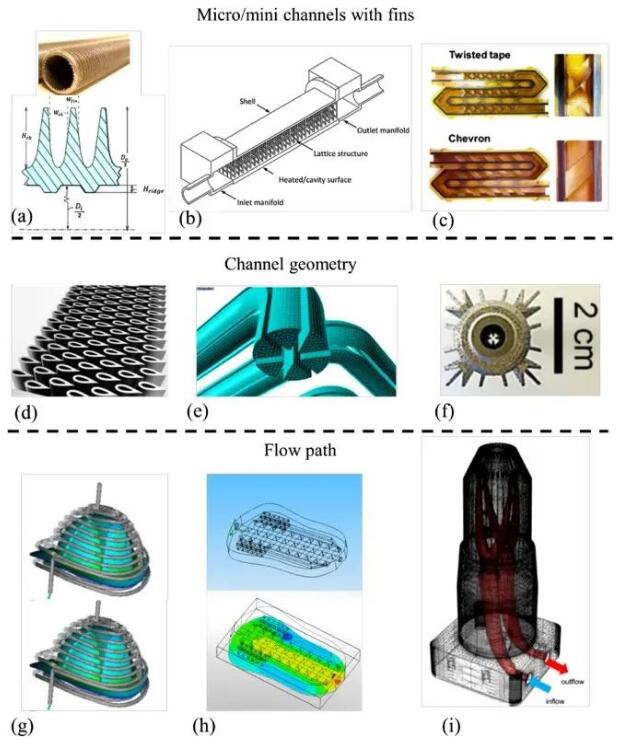 热交换器的流道设计
热交换器的流道设计
图:doi.org/10.1016/j.addma.2020.101490
图(g)、(h)、(i)中这些塑料注塑模具中的随形冷却流道,不仅具有更好的冷却效果来提高冷却效率,从而提高生产效率,而且使得冷却速度更加均匀,提高注塑产品的力学性能和良品率。
![]() 流体动力元件:增材设计让流动更高效
流体动力元件:增材设计让流动更高效
流体动力元件中流道的作用是利用流体流动来传递液体的压力,从而实现所要求的驱动动作及控制功能。
功能流道在流体动力元件中的重要目标之一是实现流体动力元件的高功率密度或功重比。实现该目标的两大主要途径:一是降低流道的能量损失,二是优化流道结构及排布。
增材制造技术可以消除传统加工产生的直角转弯及刀尖容腔,采用更平缓、更随形的曲线过渡,减少了涡流,优化了流动状态,从而降低了压力损失。
增材制造技术可以一体化成形,消除了工艺孔,减小了潜在的泄漏风险。
增材制造可以摒弃原有的交叉钻孔结构,优化为管网结构,去除冗余质量,有效地减小了动力元件尺寸和重量。
 增材制造液压元件
增材制造液压元件
图:doi.org/10.1016/j.addma.2020.101490
上图(d)中的液压集成块,其上连接了8个阀门和一个传感器,通过基于增材制造的设计,利用平缓的过渡、更大的转弯半径和更少的转弯数量,提高液压集成块中的流体流动性能。与原液压集成块相比,重量减小了92%,平均压力损失降低了31%,在减轻结构重量的同时提高了流体的流动性能。
![]() 燃料电池双极板:增材设计让反应更均匀
燃料电池双极板:增材设计让反应更均匀
双极板是质子交换薄膜燃料电池的重要组成部分。燃料和氧化剂通过双极板中的流道供应到反应区,并为反应产物提供排出通道。
双极板中这些功能流道的优化目标是提高质子交换膜燃料电池的能量转换效率。通过优化双极板内流道排布的路径,可以使化学反应物均匀分布,达到均匀的温度分布和均匀的电流密度分布,从而提高质子交换膜燃料电池的能量转换效率。
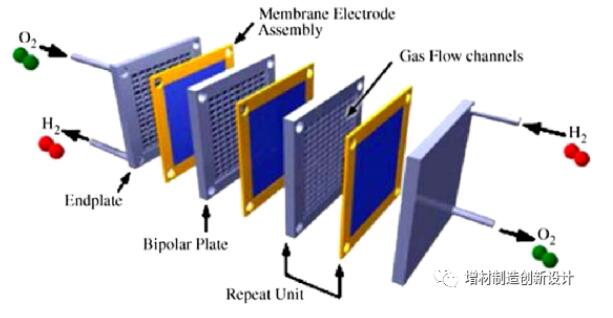 质子交换膜燃料电池组件
质子交换膜燃料电池组件
图:doi.org/10.1016/j.addma.2020.101490
利用增材制造技术具有的极大设计自由度,研究者通过仿生设计或一些特定的几何设计,改进双极板的流场设计,使反应物混合更加均匀,并降低双极板的压降,从而提高质子交换膜燃料电池的能量转换效率。
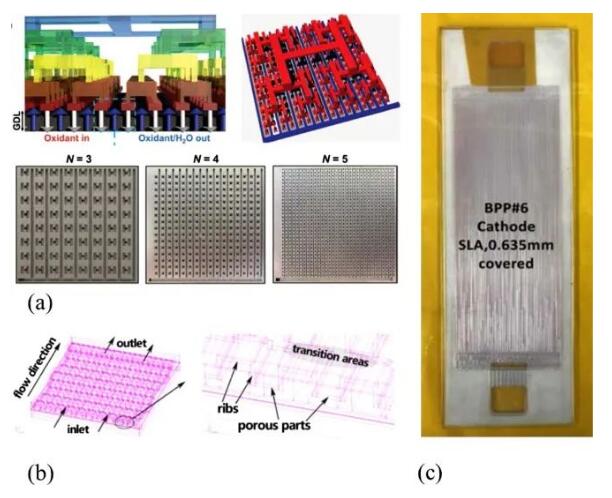 3D打印仿生双极板流场
3D打印仿生双极板流场
图:doi.org/10.1016/j.addma.2020.101490
![]() 人造血管:增材设计让机械性能和生物相容性更优良
人造血管:增材设计让机械性能和生物相容性更优良
血管的功能是利用血液与组织液交换物质,为器官和组织提供氧气和营养,并排出废物。因此,人造血管必须满足足够的机械性能和良好的生物相容性的要求。
增材制造技术由于极高的设计自由度、使用材料的多样性和制造的高效性,开始被用于制造人造血管。
一方面,人造血管的机械性能,比如杨氏模量和拉伸强度,要与人体自身的血管相匹配;另一方面,人造血管还要兼顾生物活性,可以输送氧气和养分,并排出新陈代谢后的废物。
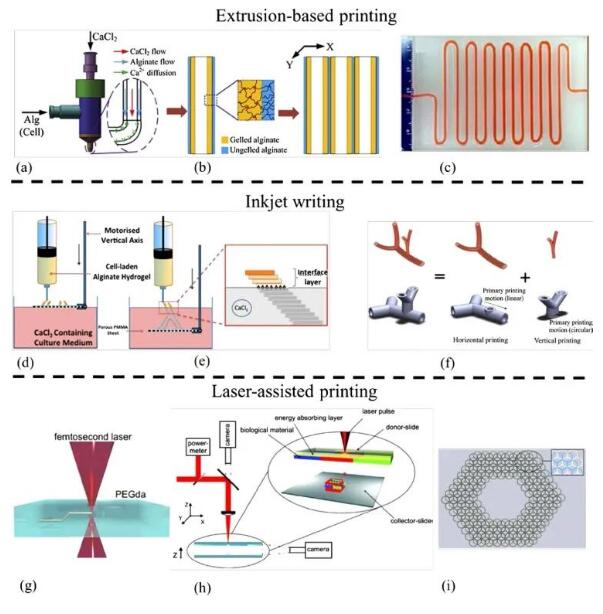 3D打印人造血管技术
3D打印人造血管技术
图:doi.org/10.1016/j.addma.2020.101490
![]() 增材制造随形水路
增材制造随形水路
在塑料注塑过程中,模具温度对注塑制品的质量和生产效率有重要的影响。模具型腔中的冷却均匀性直接影响制品的热残余应力,热残余应力是注塑品变形的重要原因。模具型腔中的冷却速度直接影响冷却时间,整个产品的生产周期长短主要由冷却时间控制。因此对模具的温度控制就变得尤为重要,它主要通过模具的冷却系统来进行适当的控制和调节。
增材制造-3D打印技术在成形复杂结构方面具有毋庸置疑的优势,让复杂结构的随形冷却流道变为可能。随形冷却流道的结构优化,有利于提高水路的冷却平衡性,消除模具中的热点,使冷却更均匀,避免产品发生变形、裂纹等缺陷。随形冷却流道的结构优化,也有利于减少冷却时间,缩短产品的生产周期,提高生产效率。
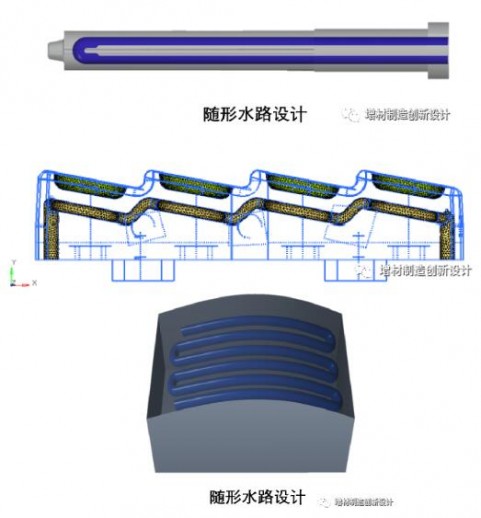

3D打印随形冷却流道的设计思路是将冷却水道紧附于模具型腔表面,随模具型腔形状变化而改变。
(1)周期缩短,成形速度更快
缩短成形周期可以使注塑件生产效率提高。在一个注塑成形周期中,开模、闭模、注塑以及保压时间通常远小于塑件的固化及冷却时间,固化及冷却时间占整个成形周期的50%~80%。3D打印随形冷却流道更贴近模具型腔表面,提高冷却效率,缩短成形周期。
(2)冷却均匀,尺寸精度更高
模具温度稳定,能减少塑件收缩率的波动,提高塑件成形精度。一般来说,结晶形塑料,模具温度高有利于结晶过程的进行,结晶充分的塑件在存放或使用过程中不易发生尺寸的变化。较柔软的塑料,成形过程中适合用低模具温度。无论哪种材料,3D打印随形冷却流道模具温度越恒定,其收缩越一致,越有利于提高成形注塑品的尺寸精度。
(3)热应力小,力学性能更强
不均匀的冷却会在注塑件中产生内部残余热应力,对注塑件的力学性能产生不利的影响。3D打印随形冷却流道模具均匀冷却可以降低塑件内应力,提高塑件的力学性能和使用寿命。
(采编:www.znzbw.cn)







 经营性网站备案信息
经营性网站备案信息 ICP经营许可证
ICP经营许可证 营业执照副本
营业执照副本 不良信息举报中心
不良信息举报中心