

一、项目背景
吸塑机又塑称料热成型机,是将加热塑化的PVC、PE、PP、PET、HIPS等热塑性塑料卷材吸制成各种形状的高级包装装璜盒、框等产品的机器。
二、客户需求
在温州某机械厂,由于客户的塑料热成型机集成型、冲孔、裁切、堆叠出料等功能于一体,从而对高速化、自动化生产有了更高需求。
因此英威腾提出触摸屏+AX70系列可编程控制器+DA200伺服的解决方案,由PLC通过CanOpen总线控制伺服驱动电机,实现运转平稳,噪音低,效率高的效果。
三、英威腾解决方案
1、工艺流程
其设备整体工艺流程为:
01加热工位
上下电炉组成,Modbus通讯控制温控仪PID控制温度,实现高精度加热。
02成型工位
伺服控制成型上下导板和拉伸板,配合吹气阀、真空阀、反吹阀起到塑料成型作用,是机械的核心部分。
03冲孔工位
伺服控制冲孔上下导板,配合排废阀起到打孔和除去打孔废料作用。
04裁切工位
伺服控制裁切上下导板和切刀,起到裁切边角,产品废料分离作用。
05堆叠工位
伺服控制推料,夹片,上下,前后,旋转五个机械部分,实现四种不同方式的成品堆叠与输送动作。
2、英威腾方案
根据控制需求、电机响应速度及工作效率。选择英威腾AX70系列可编程控制器,CanOpen总线控制伺服方式控制设备运行,方便客户现场安装与调试。
ModebusTCP通讯具有高速通讯、易于接线的优势,因此采用带TCP网口的触摸屏。
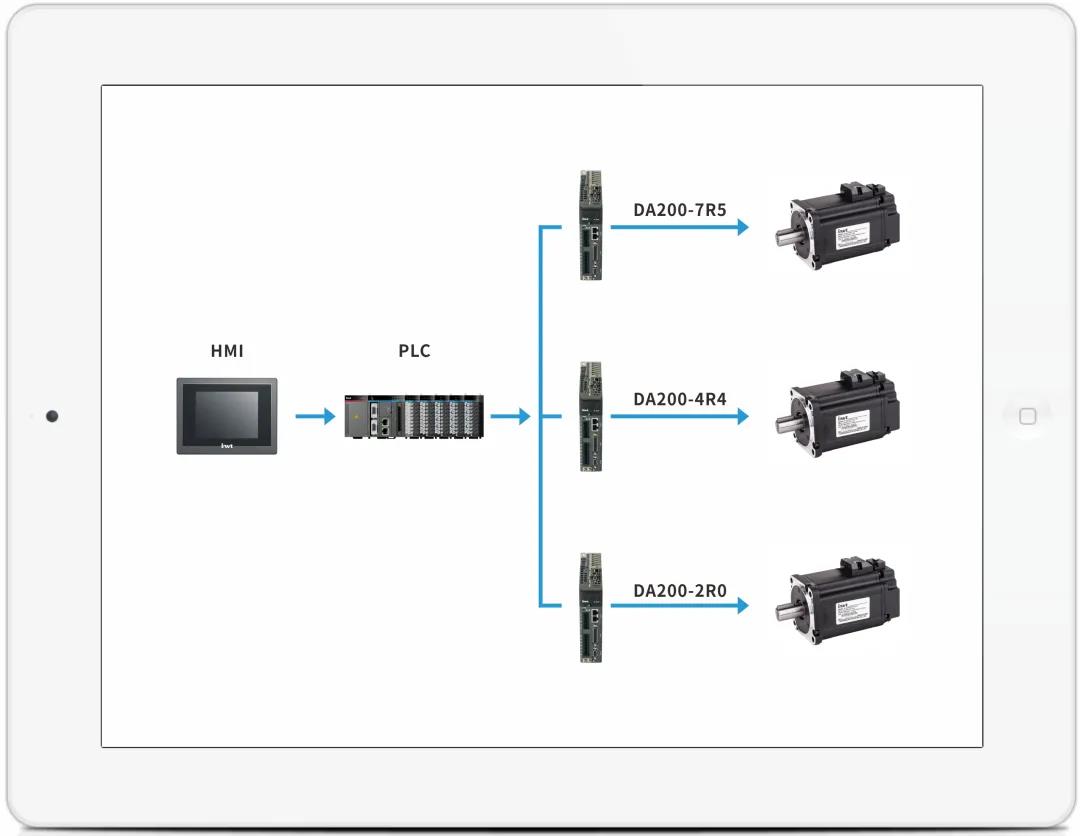
※系统拓扑图
四、客户价值
1、高速生产和效率提升
多工位热成型机器,针对某种材料和模具每分钟最高产能在32次左右,
现在在一个成型周期内划分和计算好每一步骤时间,对成型与拉片输送动作衔接进行优化,做到极限提高效率,并提高加热温度减少加热时间,以合格的成品为前提下,每分钟可以达到45次以上。
2、工位的自动调节
针对不同的拉片长度,工位距离能自动调节,输入实际拉片长度或配方功能读取拉片长度后系统会自动计算出工位间距离。
在未微调的情况下保证模具切刀位置吻合,堆叠工位准确对上。
3、总线控制响应速度快
本方案采用总线控制,与传统通讯方式相比大大提高了响应速度,简化接线方便客户。
4、触摸屏配方功能操作简洁
触摸屏程序功能强大,类似微信交互界面简单易懂,操作易上手,配方功能、调用方便,配方数据可导入导出,
简化工作量,成型参数设置有时间轴导航图,避免因时间设置不当导致撞击现象。
采编自:news.znzbw.cn







 经营性网站备案信息
经营性网站备案信息 ICP经营许可证
ICP经营许可证 营业执照副本
营业执照副本 不良信息举报中心
不良信息举报中心